烟威地区较大的玻璃钢制品厂家,烟威地区较大的冰乙酸销售基地-烟台海伦科技!

我国玻璃钢拉挤成型工艺、产品应用及现状发表时间:2019-03-18 16:14 |
|
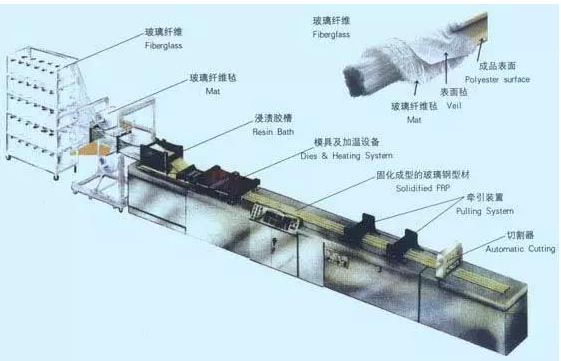
垃圾成型工艺是将浸透胶液的连续无捻粗纱、毡、带或布等增强材料,在牵引力的作用下,通过模具加热拉挤成型、固化,连续不断地生产长度不限的玻璃钢型材。
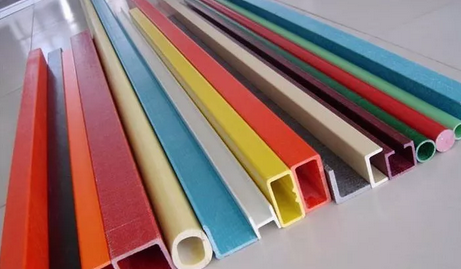
拉挤成型工艺是玻璃钢成型工艺中的一种特殊工艺,适于生产各种断面形状一样的玻璃钢型材,如棒、管、实体型材(工字形、槽形、方形型材)和空腹型材等。其优点是: 1、生产过程连续进行,制品质量稳定,重复性好; 2、增强材料含量可根据要求进行调整,产品强度高; 3、能够调整制品的纵向强度和横向强度,满足不同的使用要求; 4、能够生产截面形状复杂的制品,满足特殊场合使用的要求; 5、制品具有良好的整体性,原材料的利用率高; 6、设备的投资费用低。 二、工艺及控制 1、拉挤工艺 拉挤成型工艺过程是由送纱、浸胶、预成型、固化定型、牵引、切断等工序组成。无捻粗纱从沙架引出后,经过导纱装置进入树脂槽浸透树脂胶液,然后进入预成型模,将多余树脂和气泡排出,再进入成型模凝胶、固化。固化后的制品由牵引机连续不断地从模具拉出,最后由切断机定长切断。 拉挤成型工艺中除立式和卧式机组外,尚有弯曲形制品拉挤成型工艺,反应注射拉挤工艺等。 2、工艺控制 拉挤成型工艺控制的参数主要包括成型温度、固化时间、牵引张力及牵引速度等。 ①成型温度 在拉挤成型过程中,材料在穿越模具时发生的变化是最关键的。 玻璃纤维浸胶后通过加热的金属模具,一般将连续拉挤过程分为预热区、胶凝区和固化区。在模具上使用加热板或加热套来加热。树脂在加热过程中,温度逐渐升高,粘度降低。 通过预热区后,树脂体系开始胶凝、固化,在固化区产品受热继续固化,以保证出模时有足够的固化度。 模具的加热条件是根据树脂体系来确定的以聚酯树脂配方为例,一般来讲,模具温度应大于树脂的放热峰值,温度上限为树脂的降解温度。温度、胶凝时间、拉速应当匹配。预热区温度可以较低,胶凝区与固化区温度相似。温度分布应使产品固化放热峰出现在模具中部靠前,胶凝固化分离点应控制在模具中部。温度梯度不宜过大。 ②拉挤速度的确定 拉挤模具的长度一般为0.6-1.2m。在一定的温度条件下,树脂体系的胶凝时间对工艺参数速度的确定是非常重要的。一般的说,选择拉挤速度要充分考虑使产品在模具中部胶凝固化,也即脱离点在中部并尽量靠前。如果拉挤速度过快、制品固化不良或者不能固化,直接影响到产品质量;如果拉挤速度过慢,型材在模中停留时间过长,制品固化过度,并且降低生产效率。 拉挤工艺在启动时,速度应放慢,然后逐渐提高到正常拉挤速度。一般拉挤速度为500-1300mm/min。现代拉挤技术的发展方向之一就是高速化。 ③牵引力 牵引力是保证制品顺利出模的关键,牵引力的大小由产品与模具之间的界面上的剪切应力来确定。在模具中剪切力是随拉速的变化而变化的。 模具入口处的剪切应力与模具壁附近树脂的粘滞阻力相一致。通过升温,在模具预热区内,树脂粘度随温度升高而降低,剪切力也开始下降。初始峰值的变化由树脂粘性流体的性质决定。另外填料含量和模具入口温度也对初始剪切力影响很大。 由于树脂固化反应,它的粘度增加而产生第2个剪切应力峰。该值对应于树脂与模具壁面的脱离点,并与拉速关系很大,当牵引速度增加时,这个点的剪切力大大减小。 最后,第3区域也即模具出口处,出现连续的剪切应力,这是由于在固化区中与模具壁摩擦引起的,这个摩擦力较小。 牵引力在工艺控制中很重要。成型中若想使制品表面光洁,要求产品在脱离点的剪切应力较小,并且尽早脱离模具。牵引力的变化反应了产品在模具中的反应状态,它与许多因素,如:纤维含量、制品的几何形状与尺寸、脱模剂、温度、拉速等有关系。 ④各拉挤工艺变量的相关性 热参数、拉速、牵引力三个工艺参数中,热参数是由树脂系统的特性来确定的,是拉挤工艺中应当解决的首要因素。拉挤速度确定的原则是在给定的模内温度下的胶凝时间,保证制品在模具中部胶凝、固化。牵引力的制约因素较多,如:它与模具温度关系很大,并受到拉挤速度的控制。拉速的增加直接影响到剪切应力的第二个峰值,即脱离点处的剪切应力;脱模剂的影响也是不容忽视的因素。 为了提高生产效率,一般尽可能提高拉速。这样可降低模具剪切应力,以及制品表面质量。对于较厚的制品,应选择较低拉速或使用较长的模具,增加模具温度,其目的在于使产品能较好地固化,从而提高制品的性能。 为了降低牵引力,使产品顺利脱模,采用良好的脱模剂是十分必要的,有时这在成型工艺中起到决定性的作用。 三、产品应用 拉挤玻璃钢的应用范围究竟有多大,这是人们关心的一个问题。据统计拉挤玻璃钢可以在国民经济各个产业部门中都有应用。大致有一下几个方面: 1、电气市场 这是拉挤玻璃钢应用最早的一个市场,目前成功开发应用的产品有:电缆桥梁、梯架、支架、绝缘梯、变压器隔离棒、电机槽楔、路灯柱、电铁第三轨护板、光纤电缆芯材等。在这个市场中还有许多指的我们进一步开发的产品。 2、化工、防腐市场 化工防腐是拉挤玻璃钢的一大用户,成功应用的有:玻璃钢抽油杆、冷却塔支架、海上采油设备平台、行走格栅、楼梯扶手及支架、各种化学腐蚀环境下的结构支架、水处理厂盖板等。 3、消费娱乐市场 这是一个潜力巨大的市场,目前开发应用的有:钓鱼竿、帐篷杆、雨伞骨架、旗杆、工具手柄、灯柱、栏杆、扶手、楼梯、无线电天线、游艇码头、园林工具及附件。 4、建筑市场 在建筑市场拉挤玻璃钢已渗入传统材料的市场,如:门窗、混凝土模板、脚手架、楼梯扶手、房屋隔间墙板、筋材、装饰材料等。值得注意的是筋材和装饰材料将有很大的上升空间。 5、道路交通市场 成功应用的有:高速公路两侧隔离栏、道路标志牌、人行天桥、隔音壁、冷藏车构件等。 6、农村市场 畜圈、禽舍用围墙栅、温室框架、支撑构件、藤棚、输水槽等。农村是一个潜在的大市场,但因为价格因素制约了其开发的空间。
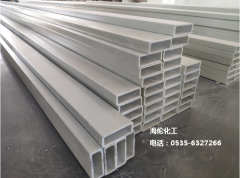
四、现状及担忧 1、拉挤行业的现状 我国的拉挤工业在近年来发展很快,由于投资小上马快,呈现遍地开花现象,但规模都不是很大。国内拉挤厂大致分为: ⑴国外引进设备和技术的原市厂。 ⑵有原始厂的从业人员在取得拉挤经验和销售渠道而自立门户的创业者。 ⑶由用户转为制造的自产自销者。 ⑷因手上有订单而开始购买设备与技术的创业者。 这样的状况形成目前大多数拉挤厂家都专注于一个市场、一种产品、一种工艺,甚至只对一个用户。他们对自己掌握的技术和用户严守秘密,其结果是没有足够的人员或时间来试验新材料的开发,更谈不上市场的开发。 正是由于拉挤生产线上马快,导致很多厂家是在低水平上的重复。由于国内市场的开发力度不足,很多产品都是销往国外,而订单大都掌握在国外的代理商手里,形成一块蛋糕大家抢,势必自家打起价格战,乐坏了代理商。 2、拉挤现状的担忧 目前国内拉挤制品很多已形成系列,例如槽型、角型、工字型、方管、矩形管、圆管、圆棒等,但各生产厂家的规格尺寸,尤其是力学性能指标各生产厂差距较大,造成用户在设计和使用上的不方便。更易使劣质产品混入市场,产生质量事故,造成不良影响。 由于市场的竞争,制品的赢利空间越来越小,这样价低质差的原辅材料便迎合了某些生产厂家,直接后果是产品质量下降,最后形成了一个怪圈,面多了加水,水多了加面。这样不利于拉挤工业的发展。 新闻来源:方鑫树脂 免责声明:本网部分文章、图片来自互联网,如有涉及或侵犯您的有关权益,请及时联系我们予以删除,感谢您的合作! 上一篇:玻璃钢+硬纸板:完美打造钢铁侠战衣 下一篇:小工具,大智慧,3分钟带你认识玻璃钢生产常用 文章标题:《我国玻璃钢拉挤成型工艺、产品应用及现状》 本文网址:http://www.hailun188.com/hyxw/hy_113.html |
推荐相关内容:
|